 В настоящее время транспортировка добытого газа до станций очистки газа осуществляется по промысловым трубопроводам из низкоуглеродистой, низколегированной стали. Наличие примесей серы в газе (оксид серы + влага = серная кислота) приводит к необходимости замены магистральных газопроводов в следствии коррозии каждые 2 года. При этом участок коррозионного повреждения труб всегда расположен на не имеющем внутреннего покрытия участке вблизи торца трубы.
В настоящее время транспортировка добытого газа до станций очистки газа осуществляется по промысловым трубопроводам из низкоуглеродистой, низколегированной стали. Наличие примесей серы в газе (оксид серы + влага = серная кислота) приводит к необходимости замены магистральных газопроводов в следствии коррозии каждые 2 года. При этом участок коррозионного повреждения труб всегда расположен на не имеющем внутреннего покрытия участке вблизи торца трубы.
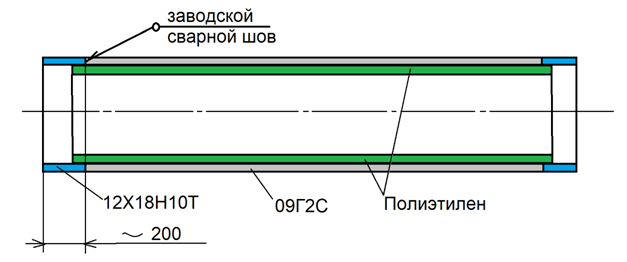
Инновационным подходом может быть производство труб, торцевые участки которых выполнены из аустенитной нержавеющей стали (типа 12Х18Н10Т), а основной участок трубы защищенный изнутри п/э покрытием из обычной стали (наиболее распространены трубы из стали 09Г2С). Схематично такая труба представлена на рисунке.
 Таким образом ротационная сварка трением практически идеальна для изготовления таких труб на трубных заводах.
Таким образом ротационная сварка трением практически идеальна для изготовления таких труб на трубных заводах.
С целью внедрения данной технологии, которая может привести к существенному экономическому эффекту, ООО «КТИАМ» изготовил несколько образцов трубных заготовок диаметром 63 мм из сталей 12Х18Н10Т и ст.45 по рекомендации «Межотраслевого инновационного центра сварки Оборонно-промышленного комплекса при МГТУ им. Н.Э.Баумана» (МИЦ ОПК «Сварка»), которые прошли испытания в ФГАУ «Научно-Учебный Центр «Сварка и Контроль» при МГТУ им. Н.Э. Баумана».
 Серия образцов А1 после сварки не подвергалась дополнительной обработке, серия образцов А2 была подвергнута термической обработке (далее Т.О.) нормализация.
Серия образцов А1 после сварки не подвергалась дополнительной обработке, серия образцов А2 была подвергнута термической обработке (далее Т.О.) нормализация.
На обеих сериях образцов были проведены металлографическое исследование, а также испытания по ГОСТ 6996-66:
— измерение микротвердости металла различных участков сварного соединения;
— испытания сварного соединения на статический изгиб (образец типа XXVIII);
— испытания сварного соединения на статическое растяжение (образец типа XII).




Металлографическое исследование
Области изучения микроструктуры сваренных образцов в области шва и околошовной зоны указанных на рисунке 1.

Рисунок 1. Общий вид и области исследования образцов А1 (а) и А2 (б)
У образца А1 наблюдается более ровная граница без ярко выраженных промежуточных прослоек (рис 2.). У образца А2 граница волнообразная, наблюдается диффузионная прослойка толщиной 10-20 мкм (рис. 3).
Измерение микротвердости.
Измерения микротвердости образцов проводили по Виккерсу в соответствии с ГОСТ 2999-75, нагрузкой на индентор 98Н (HV10) после шлифовки до значений шероховатости образцов в пределах 0,4-0,63 мкм.
Значения микротвердости аустенитной и перлитной частей у образца А2 (с Т.О.) на 16 и 8% больше соответственно, чем у образца А1 (без Т.О.) Твердость в зоне сварного шва возрастает относительно основного металла. Ширина зоны с увеличенной микротвердостью составляет 2,86 мм и 2,33 мм для А1 и А2 соответственно. Максимальная микротвердость для образца А1 составляет 293 HV и отличается от среднего значения микротвердости основного металла на 36 и 44 единицы для аустенитной и перлитной сталей соответственно и находится на расстоянии 0,4 мм от сварного шва в перлитной стали. Максимальная микротвердость для образца А2 составляет 315 HV отличается от среднего значения микротвердости основного металла на 24 и 19 единицы для аустенитной и перлитной сталей соответственно и находится на расстоянии 0,2 мм от сварного шва в аустенитной стали (рис 4).
 Рисунок 2. Микроструктура образца А1 в области 1,2,3,4 (а,в,д,ж) при увеличении х200 и в области 1,2,3,4 (б,г,е,з) при увеличении х400.
Рисунок 2. Микроструктура образца А1 в области 1,2,3,4 (а,в,д,ж) при увеличении х200 и в области 1,2,3,4 (б,г,е,з) при увеличении х400.
 Рисунок 3. Микроструктура образца А2 в области 1,2,3,4 (а,в,д,ж) при увеличении х200 и в области 1,2,3,4 (б,г,е,з) при увеличении х400.
Рисунок 3. Микроструктура образца А2 в области 1,2,3,4 (а,в,д,ж) при увеличении х200 и в области 1,2,3,4 (б,г,е,з) при увеличении х400.
 Рисунок 4. Микротвердость образцов А1 (а) и А2 (б)
Рисунок 4. Микротвердость образцов А1 (а) и А2 (б)
Выводы
- При сварке трением разнородных соединений образуется сварной шов с большим временным сопротивлением на разрыв (все образцы при испытании на статическое растяжение разрушались по основному материалу со стороны аустенитной стали):
Образец
Временное сопротивление, МПа А1.1 622 А1.2 605 А1.3 628 А2.1 647 А2.2 640 А2.3 602 - При трёхточечном изгибе среднее значение угла изгиба составило 102°. Применение термической обработки по режиму Нормализация приводит к образованию диффузионной прослойки и росту твердости аустенитной стали, при этом среднее значение угла изгиба увеличивается и составило 107° без образования трещин.
- Установлено, что трещины при испытаниях на статический изгиб сжатием в образцах А1 и А2 не появляются. Результат испытания образцов определяли величиной b.

| Образец | b, мм | Наличие трещин |
| А1 | 29,3 | нет |
| А2 | 29,1 | нет |