Ротационная сварка трением нашла широкое применение при приварке замков к бурильным трубам. Несомненным достоинством этого метода является возможность сварки разнородных трудносвариваемых дуговыми методами сталей, высочайшее качество и производительность сварки /1/. Однако, в полной мере возможности этого способа не используются в газовой отрасли.
При сварке технологических трубопроводов часто возникает необходимость сварки разнородных соединений. Например, при приварке к запорной арматуре из коррозионностойкой стали аустенитного класса труб из перлитной стали. Для этой цели удобно использовать переходники заводского изготовления, с тем, чтобы в монтажных условиях производить сварку только однородных соединений.
Существует также проблема коррозионной стойкости сварных соединений промысловых труб, особенно в серосодержащих средах. Решить эту проблему представляется возможным за счет конструкция трубы с внутренним покрытием и концевыми участками из нержавеющей аустенитной стали. Производительным и надежным методом реализации такой конструкции труб является наращивание торцов труб катушками из аустенитной стали в заводских условиях с применением ротационной сварки трением. Принципиальная конструкция такой трубы представлена на рисунке 1.
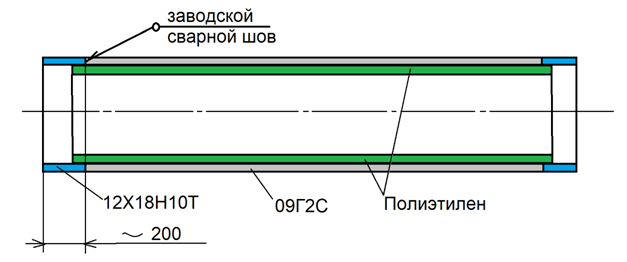 Рисунок 1 – Пример конструкции биметаллической трубы
Рисунок 1 – Пример конструкции биметаллической трубы
Целью работы явилось исследование возможности качественной высокопроизводительной ротационной сварки трением биметаллических соединений труб по типу «низкоуглеродистая сталь – аустенитная сталь».
В качестве оборудования для ротационной сварки была применена впервые созданная ООО «КТИАМ» г. Челябинск машина ротационной сварки трением с усилием осадки до 150 тонн. Отличительной особенностью этой современной установки является возможность быстрого программирования цикла автоматической сварки в широком диапазоне параметров сварки. Внешний вид установки со стороны шпинделя представлен на рисунке 2. Регистрируемая установкой диаграмма режима сварки представлена на рисунке 3.
Эксперименты по сварке проводили с использование катушек труб диаметром 159х8 из низкоуглеродистой стали 20 и катушек труб диаметром 159х8 из аустенитной стали 08Х18Н10Т. Площадь свариваемого сечения составила 3600 мм2.
 Рисунок 2 – Шпиндель установки ротационной сварки трением
Рисунок 2 – Шпиндель установки ротационной сварки трением
 Рисунок 3 — Регистрируемая установкой ротационной сварки трением диаграмма режима сварки (фото с экрана дисплея)
Рисунок 3 — Регистрируемая установкой ротационной сварки трением диаграмма режима сварки (фото с экрана дисплея)
По результатам подбора режима, сварка образцов проводилась при значениях удельных давлений в свариваемом сечении 6 кГ/мм2 при нагреве и 12 кГ/мм2 при проковке. Внешний вид образцов после сварки и удаления грата представлен на рисунке 4.
 Рисунок 4 – Внешний вид биметаллических образцов после сварки (катушка – аустенитная сталь, труба низкоуглеродистая сталь)
Рисунок 4 – Внешний вид биметаллических образцов после сварки (катушка – аустенитная сталь, труба низкоуглеродистая сталь)
В качестве промежуточного вывода можно отметить, что поскольку максимальное давление в цикле составило 43,2 тонны, использованная нами установка с усилием 150 тонн принципиально позволяет выполнить сварку биметаллических труб размером 325х15 мм.
Образцы биметаллических сварных соединений подвергались ультразвуковому контролю и разрушающим исследованиям.
Разрушающие исследования проводились путем испытаний на статическое растяжение, статический изгиб, проводились так же металлографические исследования и замеры твердости всех участков сварного соединения.
Испытания на статическое растяжение показали, что все образцы разрушились по основному металлу низкоуглеродистой стали, рисунок 5.
 Рисунок 5 – Внешний вид образцов после испытаний на растяжение
Рисунок 5 – Внешний вид образцов после испытаний на растяжение
Испытания на статический изгиб показали, что все образцы не разрушились при угле загиба более 150°, рисунок 6.
 Рисунок 6 – Внешний вид образцов после испытаний на статический изгиб
Рисунок 6 – Внешний вид образцов после испытаний на статический изгиб
Металлографические исследования микроструктуры показали отсутствие каких либо переходных структур, включая карбидные прослойки по линии соединения разнородных сталей, рисунок 7.
 а)
а)
 б)
б)
Рисунок 7 – Микроструктура по линии соединения разнородных сталей, где а) травление на низкоуглеродистую сталь, б) травление на аустенитную сталь
Исследования микроструктуры аустенитной стали показали наличие строчечных включений феррита вдоль направления проката в основном металле (рисунок 8 а) и вдоль линии соединения в околошовной зоне соединения (рисунок 8 б).
 а)
а)
 б)
б)
Рисунок 8 – Микроструктура аустенитной стали, где а) основной металл, б) околошовная зона
Исследования микроструктуры низкоуглеродистой стали показали, что в зоне термического влияния произошли процессы рекристаллизации, приведшие к измельчению зерна по сравнению с основным металлом, а в околошовной зоне существуют участки структуры близкие к видманштетовой и указывающие на то, что металл на этом участке претерпел изменения, характерные для распада аустенита, рисунок 9.
Для установления факта возможного образования хрупких структур в сварном соединении были проведены исследования твердости по Викерсу по маршруту от основного металла одной стали до основного металла другой стали с измерением твердости всех участков сварного соединения, которые показали полное отсутствие каких либо закалочных структур в сварном соединении, рисунок 10.
 а)
а)
 б)
б)
 в)
в)
Рисунок 9 – Микроструктура низкоуглеродистой стали, где а) основной металл, б) зона термического влияния, в) околошовная зона
 Рисунок 10 – Значения твердости HV10 с привязкой к структуре сварного соединения
Рисунок 10 – Значения твердости HV10 с привязкой к структуре сварного соединения
Поскольку, как и в других методах прессовой сварки, при сварке трением могут возникать только плоскостные дефекты без раскрытия, не обнаруживаемые при радиографическом контроле, была проведена работа по определению возможности ультразвукового контроля для обнаружения дефектов в сварных швах. Исследование возможностей ультразвукового контроля проводился на дефектоскопе Isonic 2009 с использованием секторного сканирования 16 элементной фазированной решеткой и TOFD метода /2,3/. Эксперименты проводили как на образцах без дефектов, сваренных на оптимальных режимах сварки и проверенных в дальнейшем разрушающими методами исследований, так и на специально изготовленных образцах с дефектами. На специально изготовленных дефектных образцах усилие осадки соответствовало усилию при нагреве и не увеличивалось после прекращения вращения, наличие дефектов в них было в дальнейшем подтверждено разрушающими исследованиями.
Сканирование показало, что с поверхности катушки из аустенитной стали генерируется огромное количество сигналов препятствующих обнаружению сигналов, отраженных от дефектов. Расположение датчика фазированной решётки на низкоуглеродистой стали значительно уменьшает количество ложных сигналов, однако не исключает их негативное влияние на результат контроля. Результаты контроля в виде сканов представлены на рисунке 11 и 12.
 а)
а)
 б)
б)
Рисунок 11 – Результаты секторного сканирования образца без дефекта, где а) сканирование со стороны низкоуглеродистой стали, б) сканирование со стороны аустенитной стали
 а)
а)
 б)
б)
Рисунок 12 – Результаты секторного сканирования образца с дефектами, где а) сканирование со стороны низкоуглеродистой стали, б) сканирование со стороны аустенитной стали
В отличии от эхо-импульсного метода TOFD метод позволил о идентифицировать образец с возможным наличием дефекта типа несплавление, рисунок 13.
 а)
а)
 б)
б)
Рисунок 13 — Результаты TOFD метода, где а) скан образца без дефекта б) скан образца с дефектом
Дифракционная картина на образце с дефектом свидетельствует об резком снижении амплитуды сигнала прошедшего от излучателя к приемнику. На рисунке 14 представлен излом образца на участке с дефектом типа несплавление.
 Рисунок 14 – Излом образца (участки сплавления имеют темный цвет, а участки несплавлении светлый цвет)
Рисунок 14 – Излом образца (участки сплавления имеют темный цвет, а участки несплавлении светлый цвет)
Выводы
1. Разнородное сварное соединение «низкоуглеродистая сталь – аустенитная сталь» труб размером 159х8 мм, сваренное ротационной сваркой трением обладает комплексом высоких механических свойств, обеспечивающих прочность и пластичность не ниже уровня низкоуглеродистой стали.
2. На всех участках сварного соединения отсутствует дефекты структуры характерные для сварки плавлением (укрупненное зерно, карбидные прослойки и т.д.).
3. Среди распространённых методов неразрушающего контроля наиболее эффективным для выявления возможных плоскостных дефектов ротационной сварки трением типа несплавление является TOFD метод ультразвукового контроля.
Авторы: Бровко В.В., Кусый А.Г. (ФГАУ «НУЦСК при МГТУ им. Н.Э. Баумана»); Павлов Л.А. (ООО «КТИАМ»), Хоменко В.И.(ЗАО «Ультракрафт»)
Список литературы
1. Сварка металлов трением. Вилль В.И., Ленинград, «Машиностроение», 1970, с. 176.
2. Щербинский В.Г. Технология ультразвукового контроля сварных соединений. – Изд. 3-е, перераб. и доп. – Санкт-Петербург: СВЕН, 2014. – 495с.
3. Неразрушающий контроль и диагностика: Справочник/ В.В.Клюев, Ф.Р. Соснин, А.В.Ковалев и др.; Под ред. В.В.Клюева. – 3-е изд. Испр. И доп.-М.: Машиностроение, 2003, – 656 с., ил.