 Экономическая целесообразность применения сварки трением обусловлена высокой энергоемкостью процесса и малыми затратами энергии, возможностью соединения различных материалов, включая трудносвариваемые разнородные сочетания, повышением уровня технологичности при изготовлении изделий, хорошей приспособленностью к созданию высокопроизводительного автоматизированного производства.
Экономическая целесообразность применения сварки трением обусловлена высокой энергоемкостью процесса и малыми затратами энергии, возможностью соединения различных материалов, включая трудносвариваемые разнородные сочетания, повышением уровня технологичности при изготовлении изделий, хорошей приспособленностью к созданию высокопроизводительного автоматизированного производства.
Важным преимуществом процесса является стабильное качество соединений, позволяющее уверенно применять сварные соединения в сложных условиях эксплуатации.
ОАО «КТИАМ» осуществляет:
- разработку технологий сварки трением различных изделий;
- разработку, проектирование, изготовление и ввод в эксплуатацию станков сварки трением и технологических линий;
- серийное и мелкосерийное производство сварных соединений на станках сварки трением с последующей термообработкой ТВЧ.
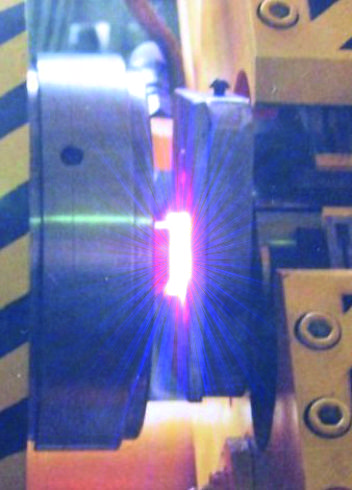
Процесс сварки трением
Сварка трением является технологическим процессом, позволяющим получать швы высокой прочности и плотности, удовлетворяющие критическим требованиям к безопасности, однородные по качеству, при этом точность и повторяемость результатов близких к обработке на металлорежущих станках.
С помощью сварки трением можно получать самые разнообразные детали в различных отраслях промышленности, в том числе в автомобилестроении, электротехнической, химической и авиационно-космической промышленности, а также в нефтяной промышленности.
Сварка трением отличается специфическими условиями удаления пленок и загрязнений из сварной зоны, а также условиями нагрева трущихся поверхностей. Что в свою очередь позволяет получить ряд преимуществ:
- высокая производительность процесса , обусловленная быстрым нагревом до требуемых температур приповерхностных слоев металла соединяемых деталей;
- высокая стабильность качества сварных соединений, связанная с получением под действием сжимающего усилия, таких скоростей нагрева и охлаждения, которые обеспечивают образование в результате сварки более прочных мелкозернистых структур с равноосным зерном;
- упрощение подготовки деталей к сварке вследствие отсутствия необходимости осуществлять очистку и выравнивание стыка по сечению;
- уменьшения припусков на сварку и контроль длинны изделия, благодаря высокой локализации процесса пластической деформации в стыке соединения деталей;
- уменьшение затрат электроэнергии по сравнению с контактной стыковой сваркой в 5-10 раз и снижение потребляемой мощности сварочного оборудования;
- простота автоматизации и управления параметрами режима сварки;
- возможность соединения разнородных, в том числе трудносвариваемых металлов и сплавов.
Отсутствие брызг металла при сварке и высокая точность соединения позволяют применять этот метод для сварки деталей, прошедших окончательную механическую обработку, в том числе шлифовку и полировку.
Наличие антикоррозийных и упрочняющих покрытий на деталях также не является препятствием для сварки, поскольку получаемая относительно небольшая зона термического влияния, сохраняет покрытие вблизи соединения. Эта же особенность процесса обеспечивает возможность сварки закаленных деталей.