 Economic expediency of the friction welding process is due to high effectiveness of the process and low cost energy. The ability to connect different materials, including hard-welding heterogeneous alloys, increased level of adaptability to the manufacture of products and good adaptability to the creation of high-performance computer-aided manufacturing are also significant benefits.
Economic expediency of the friction welding process is due to high effectiveness of the process and low cost energy. The ability to connect different materials, including hard-welding heterogeneous alloys, increased level of adaptability to the manufacture of products and good adaptability to the creation of high-performance computer-aided manufacturing are also significant benefits.
An important advantage of the process is the consistent quality of connections, allowing safe usage of welded connections in harsh environments.
KTIAM LLC provides:
- development of friction welding technology for various products;
- development, design, manufacture and putting into operations of friction welding machines and production lines;
- batch and small-batch production of welded joints by friction welding machines with subsequent heat treatment.
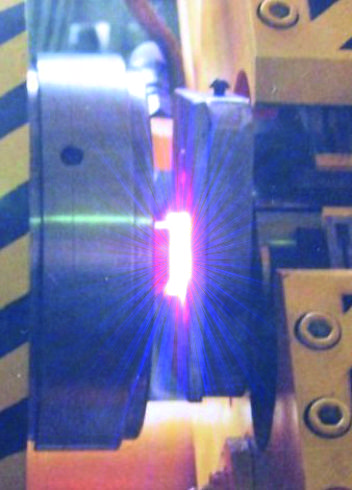
Friction welding process
Friction welding is a process that allows to obtain welds of high strength and density, satisfying the critical security requirements, uniform quality, the accuracy and reproducibility of the results are close to the processing on machine tools.
With the help of friction welding is possible to obtain a wide variety of items in a variety of industries, including automotive, electrical, chemical and aerospace industries as well as in the oil industry.
Friction welding is characterized by the specific conditions of the films and remove impurities from the weld zone and the heating conditions of the rubbing surfaces. Which in turn allows you to get a number of advantages:
- high performance process, due to the rapid heating to the required temperature of the surface layers of the metal parts to be joined;
- high stability of the quality of welded joints associated with obtaining a compressive force, such heating and cooling rates, which provide education as a result of welding stronger fine equiaxed grain structures;
- simplify the preparation of details for welding due to the lack of need to carry out cleaning and alignment of the joint over the cross section;
- to reduce allowances for welding and control the length of the product, due to the high localization of the plastic deformation at the interface connection details;
- cost reduction in comparison with a flash-butt welding 5-10 times and reducing the power consumption of welding equipment;
- ease of automation and control of welding parameters;
- connectivity to heterogeneous, including difficult-to-metals and alloys.
Absence of welding spatter and high accuracy connections allow to apply this method for welding parts that have passed final machining, including grinding and polishing.The presence of anti-corrosion and strengthening coverings on parts is not an obstacle for welding, because the resulting relatively small heat-affected zone, coverage saves