Ротационная сварка трением нашла широкое применение при приварке замков к бурильным трубам. Несомненным достоинством этого метода является возможность сварки разнородных трудносвариваемых дуговыми методами сталей, высочайшее качество и производительность сварки /1/. Однако, в полной мере возможности этого способа не используются в газовой отрасли.
При сварке технологических трубопроводов часто возникает необходимость сварки разнородных соединений. Например, при приварке к запорной арматуре из коррозионностойкой стали аустенитного класса труб из перлитной стали. Для этой цели удобно использовать переходники заводского изготовления, с тем, чтобы в монтажных условиях производить сварку только однородных соединений.
Существует также проблема коррозионной стойкости сварных соединений промысловых труб, особенно в серосодержащих средах. Решить эту проблему представляется возможным за счет конструкция трубы с внутренним покрытием и концевыми участками из нержавеющей аустенитной стали. Производительным и надежным методом реализации такой конструкции труб является наращивание торцов труб катушками из аустенитной стали в заводских условиях с применением ротационной сварки трением. Принципиальная конструкция такой трубы представлена на рисунке 1.
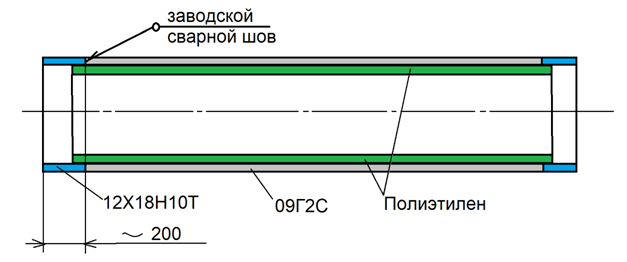 Рисунок 1 – Пример конструкции биметаллической трубы
Рисунок 1 – Пример конструкции биметаллической трубы
Целью работы явилось исследование возможности качественной высокопроизводительной ротационной сварки трением биметаллических соединений труб по типу «низкоуглеродистая сталь – аустенитная сталь». Читать далее